Perjalanan dari permukaan cokelat matte hingga hasil akhir mengkilap seperti cermin pada dragees cokelat merupakan sebuah seni sekaligus sains. Manajer produksi dan spesialis kendali mutu sering bertanya: Berapa lama sebenarnya proses pemolesan untuk mencapai hasil akhir mengkilap yang didambakan pada dragees coklat? Jawabannya tidak langsung, karena banyak variabel mempengaruhi lini waktu, namun memahami faktor-faktor ini penting untuk mengoptimalkan efisiensi produksi dan menjaga kualitas produk yang konsisten.
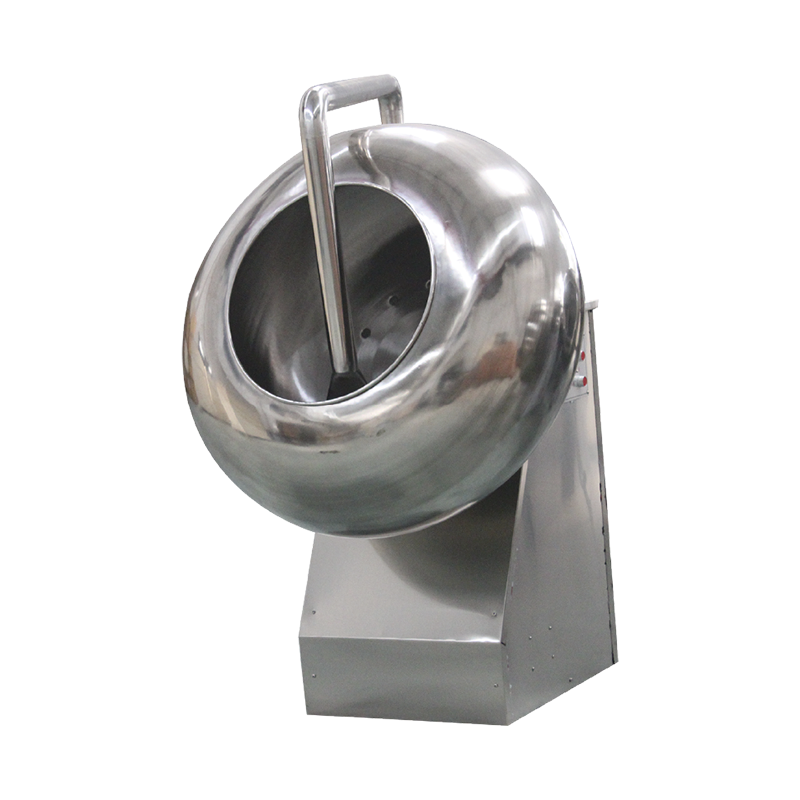
Dalam lingkungan produksi kembang gula profesional, proses pemolesan dragee coklat biasanya berkisar dari 45 menit hingga 3 jam per batch, tergantung pada spesifikasi peralatan, karakteristik produk, dan kualitas hasil akhir yang diinginkan. Garis waktu ini mencakup seluruh siklus pemolesan, termasuk persiapan, tahap pemolesan aktif, dan tahap verifikasi kualitas. Untuk pengoperasian yang memanfaatkan tingkat lanjut Mesin Pemoles Coklat & Permen sistem, prosesnya dapat disederhanakan secara signifikan dengan tetap mempertahankan standar penyelesaian yang luar biasa.
Variasi durasi berasal dari perbedaan mendasar dalam geometri produk, ketebalan lapisan, kondisi lingkungan sekitar, dan metodologi pemolesan spesifik yang digunakan. Dragee bulat dan bulat umumnya memoles lebih cepat daripada bentuk tidak beraturan karena kontak permukaan yang lebih seragam dengan bahan pemoles. Demikian pula, produk dengan lapisan coklat yang lebih tipis memerlukan waktu pemolesan lebih sedikit dibandingkan dengan bagian tengah yang dilapisi banyak, karena rasio luas permukaan terhadap volume mempengaruhi seberapa cepat media pemoles dapat menciptakan kilau yang diinginkan.
Spesifikasi teknis peralatan pemoles Anda berkorelasi langsung dengan waktu pemrosesan. Mesin pemoles modern memiliki diameter drum mulai dari 600mm hingga 1500mm, dengan kecepatan putaran biasanya diatur antara 28 dan 32 putaran per menit untuk tindakan pemolesan yang optimal. Alat berat yang dilengkapi dengan penggerak frekuensi variabel memungkinkan operator menyesuaikan kecepatan putaran secara dinamis sepanjang siklus pemolesan, yang dapat mengurangi waktu pemrosesan keseluruhan sebesar 15-20% dibandingkan dengan unit berkecepatan tetap.
Kapasitas pemanasan merupakan faktor waktu penting lainnya. Sistem dengan daya pemanasan lebih tinggi (2-3kW) dapat mempertahankan suhu drum yang konsisten antara 20-25°C dengan lebih efektif, mencegah fluktuasi suhu yang sering kali memperpanjang siklus pemolesan. Model canggih menggabungkan elemen pemanas ganda dengan kontrol independen, memungkinkan penyesuaian suhu cepat yang mengakomodasi formulasi coklat berbeda tanpa mengganggu aliran produksi.
Sifat fisik dragee yang dipoles secara signifikan mempengaruhi durasi pemrosesan. Kategori produk standar dan jangka waktu pemolesan umumnya meliputi:
Perhitungan rasio luas permukaan terhadap massa menunjukkan bahwa dragee yang lebih kecil (di bawah 10 mm) memoles lebih efisien dibandingkan unit yang lebih besar karena bahan pemoles mendistribusikan lebih merata ke seluruh luas permukaan. Namun, produk yang sangat kecil (di bawah 5mm) mungkin memerlukan pengurangan kecepatan drum untuk mencegah agregasi, yang dapat memperpanjang waktu pemrosesan sebesar 10-15%.
Suhu sekitar dan tingkat kelembapan menciptakan perbedaan terukur dalam durasi pemolesan. Kondisi lingkungan yang optimal untuk pemolesan coklat meliputi:
Jika kelembapan lingkungan melebihi 60%, waktu pemolesan dapat meningkat 20-30% karena kelembapan mengganggu proses kristalisasi sehingga menghasilkan permukaan mengkilap. Sebaliknya, kondisi yang sangat kering (kelembaban di bawah 40%) dapat menyebabkan pengeringan cepat sehingga menghambat distribusi bahan pemoles yang tepat, sehingga memerlukan kecepatan pemrosesan yang lebih lambat dan siklus yang diperpanjang.
Untuk mencapai hasil akhir yang sangat mengkilap pada dragee coklat melibatkan manipulasi kristalisasi mentega kakao pada tingkat mikroskopis. Proses pemolesan menciptakan gesekan mekanis yang menghasilkan panas terkontrol (kira-kira 28-32°C pada permukaan produk), yang melunakkan lapisan coklat untuk sementara. Saat drum terus berputar dan udara dingin bersirkulasi, permukaan mengkristal kembali menjadi polimorf Bentuk V yang stabil, yang menghasilkan tampilan mengkilap yang khas.
Siklus termal ini terjadi berulang kali sepanjang siklus pemolesan, dengan setiap iterasi menyempurnakan struktur permukaan. Penelitian menunjukkan hal itu pengembangan kilap yang optimal memerlukan 15-25 siklus termal lengkap , yang menjelaskan mengapa prosesnya tidak bisa dipercepat. Upaya untuk mempercepat siklus dengan pemanasan berlebihan atau tindakan mekanis yang agresif akan mengakibatkan cacat permukaan, mekarnya lemak, atau distribusi kilap yang tidak merata sehingga memerlukan pemrosesan ulang.
Penerapan bahan pemoles mengikuti protokol waktu yang tepat yang bervariasi menurut jenis produk dan intensitas hasil akhir yang diinginkan. Agen pemoles umum dan jadwal penerapannya meliputi:
| Agen Pemoles | Tahap Aplikasi | Durasi | Hasil |
| Larutan Gum Arab (2-3%) | Penyelesaian akhir | 15-20 menit | Segel pelindung yang sangat mengkilap |
| Campuran Lilin Lebah-Carnauba | Pemolesan menengah | 25-35 menit | Kilau dalam dengan daya tahan |
| Glasir Berbasis Shellac | Penutup akhir | 10-15 menit | Kilauan dan perlindungan maksimal |
| Poles Alami (Tanpa Bahan Tambahan) | Proses yang diperpanjang | 120-180 menit | Kemilau halus, pemrosesan minimal |
Penentuan waktu pengajuan agen sangatlah penting. Pengaplikasian bahan penyegel yang terlalu dini dapat menyebabkan ketidaksempurnaan permukaan, sedangkan pengaplikasian yang terlambat dapat menyebabkan daya rekat tidak memadai. Operator berpengalaman biasanya mengaplikasikan bahan pemoles dalam tiga tahap: persiapan permukaan awal (20% dari total waktu), pemolesan primer (50% dari total waktu), dan pengembangan kilap akhir (30% dari total waktu).
Kontrol suhu yang efektif merupakan faktor paling signifikan dalam mengurangi durasi pemolesan tanpa mengurangi kualitas. Sistem pemolesan tingkat lanjut menggunakan kontrol suhu multi-zona yang memungkinkan bagian drum berbeda mempertahankan profil termal berbeda. Kemampuan ini memungkinkan pemrosesan produk secara simultan pada berbagai tahap siklus pemolesan, sehingga mengurangi waktu batch keseluruhan hingga 25%.
Perkembangan suhu optimal selama siklus pemolesan standar 90 menit mengikuti pola berikut:
Sudut kemiringan drum antara 15° dan 45° secara signifikan mempengaruhi pola pergerakan produk dan efisiensi pemolesan. Sudut yang lebih curam (35-45°) menciptakan lebih banyak gerakan berjenjang yang meningkatkan paparan permukaan terhadap bahan pemoles, sehingga berpotensi mengurangi waktu pemrosesan sebesar 10-15% untuk produk berbentuk bulat. Namun, sudut yang lebih datar (15-25°) terbukti lebih efektif untuk bentuk tidak beraturan yang memerlukan penanganan lebih hati-hati untuk mencegah kerusakan permukaan.
Protokol kecepatan variabel lebih mengoptimalkan waktu pemrosesan. Memulai dengan kecepatan lebih lambat (20-25 rpm) selama fase pelapisan awal akan mencegah kerusakan produk, sementara meningkatkan ke kecepatan pemolesan optimal (30-32 rpm) selama fase utama akan memaksimalkan efisiensi penghalusan permukaan. Beberapa sistem canggih menggabungkan kemampuan rotasi terbalik yang menghilangkan zona mati dan memastikan pemolesan seragam, mengurangi total waktu siklus dengan memastikan paparan yang konsisten pada seluruh permukaan produk.
Memahami persyaratan waktu pemolesan yang tepat memungkinkan perencanaan produksi dan penghitungan kapasitas yang akurat. Mesin pemoles seri PGJ standar dengan diameter drum 1000mm dan kapasitas batch 50-70kg biasanya dapat menyelesaikan 4-6 batch per shift 8 jam saat memproses dragee bulat standar dengan siklus pemolesan 60 menit.
Manajer produksi harus memperhitungkan komponen waktu ini ketika menjadwalkan:
Perhitungan ini menunjukkan bahwa total waktu siklus per batch berkisar antara 66 hingga 152 menit, menekankan pentingnya pengelompokan produk dan optimalisasi urutan. Menjalankan produk serupa secara berurutan menghilangkan waktu pembersihan antar batch, sehingga secara efektif meningkatkan hasil harian sebesar 15-20%.
Operasi gula-gula modern mengintegrasikan mesin pemoles ke dalam jalur produksi berkelanjutan di mana sinkronisasi waktu sangat penting. Jalur terintegrasi yang umum mencakup stasiun pelapisan, terowongan pendingin, dan unit pemoles yang disusun secara berurutan. Stasiun pemolesan harus mengimbangi kapasitas pelapisan hulu, yang biasanya berkisar antara 100-500 kg per jam tergantung pada konfigurasi jalur.
Untuk mencegah kemacetan, banyak fasilitas yang menggunakan beberapa mesin pemoles yang beroperasi secara paralel, dengan setiap unit menangani jenis produk atau persyaratan penyelesaian tertentu. Pendekatan pemrosesan paralel ini memungkinkan keseluruhan lini mempertahankan aliran yang berkelanjutan sementara setiap batch menerima waktu pemolesan tepat yang diperlukan untuk standar kualitas. Misalnya, lini produksi dengan kapasitas 300 kg/jam mungkin menggunakan tiga mesin pemoles yang masing-masing memproses 100 kg batch dalam siklus 90 menit yang terhuyung-huyung, memastikan keluaran yang berkelanjutan sekaligus mempertahankan durasi pemolesan yang optimal.
Menentukan kapan proses pemolesan selesai memerlukan pengukuran obyektif daripada penilaian visual subyektif. Pengukuran kilap standar industri menggunakan pengukur kilap geometri 60 derajat yang mengukur reflektansi permukaan. Hasil akhir coklat mengkilap biasanya terlihat di antara keduanya 85-95 unit kilap (GU) pada 60 derajat, sedangkan lapisan cermin premium dapat melebihi 95 GU.
Sistem pemantauan kilap secara real-time yang diintegrasikan ke dalam peralatan pemolesan modern dapat secara otomatis mendeteksi kapan produk mencapai spesifikasi target, mencegah pemrosesan yang kurang (kilap yang tidak mencukupi) dan pemrosesan yang berlebihan (potensi kerusakan permukaan atau penumpukan lemak). Sistem ini mengurangi variasi kualitas dan menghilangkan ketidakpastian yang sering kali menyebabkan operator memperpanjang siklus pemolesan jika tidak diperlukan.
Meskipun pengukuran instrumental memberikan presisi, personel kendali mutu yang berpengalaman mengenali isyarat visual spesifik yang menunjukkan penyelesaian pemolesan yang optimal:
Produk yang memenuhi kriteria ini setelah durasi pemolesan yang dihitung dapat dibuang dengan yakin, sedangkan produk yang menunjukkan kekurangan mungkin memerlukan pemrosesan yang lebih lama atau identifikasi penyimpangan parameter proses.
Ketika siklus pemolesan secara konsisten melebihi jangka waktu yang diharapkan, penyelidikan sistematis terhadap faktor-faktor berikut biasanya mengungkap penyebab utama:
Masalah Kualitas Lapisan: Lapisan coklat dengan tempering atau kandungan lemak yang salah mungkin sulit untuk dipoles, sehingga memerlukan waktu pemrosesan tambahan 30-50%. Verifikasi temper pra-pelapisan mencegah masalah ini.
Kegagalan Pengendalian Lingkungan: Kontrol iklim yang tidak memadai di area pemolesan akan memperpanjang waktu pemrosesan karena peralatan kesulitan mempertahankan kondisi termal yang optimal. Memasang sistem HVAC khusus untuk zona pemolesan biasanya mengurangi waktu siklus sebesar 15-25%.
Status Pemeliharaan Peralatan: Permukaan drum yang aus, elemen pemanas yang tidak efisien, atau sistem sirkulasi udara yang tersumbat mengurangi efisiensi pemolesan. Jadwal perawatan rutin harus mencakup penyempurnaan permukaan drum setiap 12-18 bulan dan inspeksi elemen pemanas setiap tiga bulan.
Kelebihan Produk: Melebihi kapasitas batch yang direkomendasikan (biasanya 45-90 kg untuk drum 1000mm) menyebabkan proses pemolesan tidak merata dan memperpanjang waktu pemrosesan sekaligus menurunkan kualitas. Kepatuhan terhadap bobot pemuatan yang ditentukan memastikan kinerja optimal.
Ketika tuntutan produksi memerlukan pengurangan waktu pemolesan, teknik yang tervalidasi ini dapat mempercepat pemrosesan tanpa mengorbankan kualitas yang tidak dapat diterima:
Pemuatan Produk Pra-Kondisi: Membawa produk ke suhu sekitar sebelum pemolesan menghilangkan fase penyesuaian termal awal, sehingga menghemat 10-15 menit per batch.
Konsentrasi Agen Poles yang Dioptimalkan: Penggunaan gum arab dengan konsentrasi sedikit lebih tinggi atau formulasi pemoles cepat khusus dapat mengurangi waktu pengkilap akhir sebesar 20-30%, meskipun pertimbangan biaya harus dievaluasi.
Sirkulasi Udara yang Ditingkatkan: Meningkatkan sistem blower untuk meningkatkan aliran udara sebesar 25-30% akan mempercepat pengeringan dan kristalisasi permukaan, terutama bermanfaat di lingkungan dengan kelembapan tinggi.
Kontrol Parameter Otomatis: Sistem kontrol berbasis PLC yang secara otomatis menyesuaikan suhu dan kecepatan berdasarkan umpan balik produk secara real-time mencegah pemrosesan berlebihan yang konservatif yang sering terjadi pada pengoperasian manual.
Pemilihan peralatan pemolesan yang tepat melibatkan keseimbangan kemampuan waktu pemrosesan dengan kebutuhan volume produksi. Kriteria seleksi utama meliputi:
| Diameter Drum | Kapasitas Batch | Waktu Siklus Khas | Output Harian (8 jam) |
| 600mm | 15kg | 45-60 menit | 120-180kg |
| 800mm | 30-50kg | 50-75 menit | 240-400kg |
| 1000mm | 50-70kg | 60-90 menit | 300-500kg |
| 1250mm | 120-180kg | 75-120 menit | 600-900kg |
Fasilitas dengan portofolio produk yang beragam mendapatkan manfaat dari mempertahankan beberapa ukuran mesin, memungkinkan optimalisasi ukuran batch untuk setiap jenis produk daripada memaksa semua produk melalui peralatan berukuran besar sehingga memperpanjang waktu pemrosesan.
Modern Mesin Pemoles Coklat & Permen sistem menggabungkan fitur yang dirancang khusus untuk meminimalkan durasi pemolesan sekaligus meningkatkan kualitas hasil akhir:
Kontrol Penggerak Frekuensi Variabel (VFD): Memungkinkan penyesuaian kecepatan yang tepat sepanjang siklus pemolesan, mengoptimalkan tindakan mekanis untuk setiap fase dan mengurangi total waktu sebesar 15-20% dibandingkan dengan sistem kecepatan tetap.
Pengiriman Agen Poles Otomatis: Sistem semprotan yang dapat diprogram menerapkan bahan pemoles pada interval dan konsentrasi optimal, sehingga menghilangkan penundaan dan ketidakkonsistenan aplikasi manual yang memperpanjang waktu pemrosesan.
Profil Suhu Terintegrasi: Pemanasan multi-zona dengan kontrol independen memungkinkan pemrosesan produk secara simultan pada tahap pemolesan berbeda, sehingga secara efektif menciptakan aliran berkelanjutan dalam sistem batch.
Sistem Drum Ganti Cepat: Kemampuan pelepasan dan penggantian drum tanpa alat mengurangi waktu pembersihan dan pergantian antar batch dari 30-45 menit menjadi kurang dari 10 menit, sehingga secara signifikan meningkatkan kapasitas efektif harian.
Data industri menunjukkan variasi yang signifikan dalam efisiensi pemolesan di berbagai pendekatan operasional. Fasilitas terbaik di kelasnya mencapai waktu siklus pemolesan rata-rata 45-55 menit untuk dragee bulat standar , sedangkan pemain dengan kinerja rata-rata biasanya memerlukan 75-90 menit untuk menghasilkan kualitas yang setara. Kesenjangan efisiensi sebesar 30-40% ini terutama disebabkan oleh kemampuan peralatan, kecanggihan pengendalian proses, dan tingkat pelatihan operator.
Indikator kinerja utama untuk operasi pemolesan harus mencakup:
Operasi dengan kinerja terbaik mempertahankan tingkat kualitas first-pass di atas 95%, sementara fasilitas yang kesulitan dalam pengendalian proses mungkin mengalami tingkat pemrosesan ulang sebesar 15-25%, yang secara efektif meningkatkan total waktu pemolesan dan konsumsi sumber daya secara proporsional.
Teknologi yang sedang berkembang menjanjikan pengurangan waktu siklus pemolesan sekaligus mempertahankan atau meningkatkan kualitas hasil akhir. Sistem pemolesan berbantuan ultrasonik, yang saat ini berada dalam tahap pengembangan lanjutan, menunjukkan potensi mengurangi waktu pemrosesan sebesar 40-50% melalui peningkatan aktivasi permukaan. Demikian pula, formulasi pelapisan canggih dengan kinetika kristalisasi yang ditingkatkan dapat memungkinkan pengembangan kilap lebih cepat tanpa intervensi pemolesan mekanis.
Integrasi otomatisasi dan kecerdasan buatan mewakili peluang paling cepat untuk optimalisasi waktu. Algoritme pembelajaran mesin yang menganalisis tampilan produk secara real-time dan menyesuaikan parameter proses secara otomatis dapat menghilangkan margin keselamatan konservatif yang biasanya diterapkan operator, mengurangi waktu siklus sebesar 10-15% sekaligus meningkatkan konsistensi.
Mendokumentasikan parameter waktu yang tepat untuk setiap jenis produk memastikan hasil yang konsisten dan memungkinkan perbaikan berkelanjutan. Prosedur operasi standar harus menentukan:
Standar Waktu Khusus Produk: Durasi pemolesan minimum, target, dan maksimum berdasarkan data kinerja historis dan studi validasi kualitas. Standar-standar ini harus ditinjau setiap triwulan dan diperbarui berdasarkan perbaikan proses atau perubahan formulasi.
Protokol Keputusan: Kriteria yang jelas untuk menentukan kapan harus memperpanjang pemrosesan, kapan harus membuang produk, dan kapan memulai penyelidikan pemecahan masalah. Protokol-protokol ini mencegah perpanjangan waktu sewenang-wenang yang sering terjadi ketika operator tidak memiliki panduan yang jelas.
Persyaratan Dokumentasi: Mencatat waktu siklus aktual, kondisi lingkungan, dan pengukuran kualitas untuk setiap batch menciptakan landasan data yang diperlukan untuk mengidentifikasi peluang pengoptimalan dan mendiagnosis penyimpangan kinerja.
Unsur manusia secara signifikan mempengaruhi efisiensi pemolesan. Program pelatihan yang komprehensif harus membahas:
Pemahaman Teori Proses: Operator yang memahami prinsip-prinsip ilmiah di balik pemolesan—dinamika kristalisasi, manajemen termal, dan kimia permukaan—dapat membuat keputusan real-time yang lebih baik sehingga mencegah kesalahan yang membuang-buang waktu.
Keterampilan Optimasi Peralatan: Pelatihan langsung dengan kemampuan alat berat tertentu, termasuk teknik penyesuaian parameter, prosedur pemecahan masalah, dan protokol pemeliharaan, memaksimalkan potensi kinerja peralatan.
Kompetensi Penilaian Mutu: Mengembangkan kemampuan operator untuk mengenali karakteristik hasil akhir yang optimal mengurangi ketergantungan pada siklus pemrosesan yang diperpanjang sebagai jaminan terhadap kegagalan kualitas.
Fasilitas yang berinvestasi dalam program pelatihan operator terstruktur biasanya mencapai pengurangan waktu pemolesan rata-rata sebesar 15-25% dalam enam bulan pertama, karena pengambilan keputusan yang lebih baik menghilangkan perpanjangan pemrosesan yang tidak perlu dan mengurangi tingkat kesalahan.
Waktu pemolesan yang berlebihan menimbulkan dampak biaya yang berjenjang di luar biaya tenaga kerja langsung dan energi. Siklus yang diperpanjang mengurangi ketersediaan peralatan, membatasi total kapasitas produksi dan berpotensi memerlukan investasi modal pada mesin tambahan. Untuk fasilitas pemrosesan 500 kg setiap hari, mengurangi waktu pemolesan rata-rata sebesar 20 menit per batch dapat meningkatkan kapasitas efektif sebesar 15-20% tanpa investasi peralatan tambahan.
Komponen biaya langsung yang dipengaruhi oleh durasi pemolesan antara lain:
Perkiraan konservatif menunjukkan bahwa pengurangan waktu pemolesan rata-rata sebesar 15 menit per batch dalam operasi skala menengah (3 batch setiap hari) dapat menghasilkan penghematan tahunan sebesar 8.000-12.000 USD dalam biaya langsung saja, tidak termasuk nilai peningkatan kapasitas produksi.
Mengevaluasi investasi pada peralatan pemolesan canggih atau perbaikan proses memerlukan analisis komprehensif mengenai penghematan terkait waktu. Perhitungan laba atas investasi harus mencakup:
Penghematan Waktu Langsung: Pengurangan waktu siklus yang diukur dikalikan dengan frekuensi batch dan hari pengoperasian. Pengurangan 30 menit setiap hari dalam 250 hari operasional mewakili 125 jam kapasitas yang dipulihkan setiap tahunnya.
Nilai Peningkatan Kualitas: Mengurangi tingkat pemrosesan ulang dan penghematan waktu terkait. Menghilangkan 10% pemrosesan ulang dalam operasi harian 1.000 kg akan menghemat sekitar 100 kg penanganan ganda setiap hari.
Penghindaran Perluasan Kapasitas: Biaya modal setara dengan peningkatan throughput tanpa peralatan tambahan. Jika optimasi waktu meningkatkan kapasitas efektif sebesar 20%, investasi yang dihindari pada mesin tambahan mungkin mencapai 50.000-150.000 USD tergantung pada skala.
Periode pengembalian (payback period) untuk sistem pemolesan tingkat lanjut biasanya berkisar antara 18-36 bulan jika penghematan waktu dapat dihitung dengan tepat, menjadikan investasi ini menarik untuk operasi dengan permintaan produksi yang berkelanjutan.
Sebuah operasi penganan khusus yang memproduksi dragee premium seberat 20 kg pada awalnya mengalami kesulitan dengan waktu pemolesan yang tidak konsisten yang berkisar antara 90-150 menit. Analisis mengungkapkan bahwa kontrol suhu manual dan kecepatan drum tetap menciptakan variabilitas yang memerlukan pemrosesan konservatif dan diperpanjang untuk memastikan kualitas.
Penerapan kontrol suhu otomatis dan penggerak kecepatan variabel mengurangi waktu pemolesan rata-rata menjadi 65 menit dengan konsistensi yang lebih baik. Pengurangan waktu sebesar 25-35% memungkinkan tambahan batch harian, meningkatkan output bulanan sebesar 25% tanpa perluasan fasilitas atau investasi peralatan tambahan.
Sebuah fasilitas industri yang memproses 2.000 kg setiap hari melalui beberapa mesin pemoles menghadapi hambatan selama periode permintaan puncak. Waktu siklus masing-masing mesin bervariasi dari 75-110 menit karena kompleksitas bauran produk dan variasi usia peralatan.
Standardisasi pada modern Mesin Pemoles Coklat & Permen sistem dengan platform kontrol terpadu mengurangi variasi waktu siklus menjadi 60-75 menit di seluruh produk. Optimalisasi pemrosesan paralel dan penjadwalan otomatis semakin meningkatkan throughput harian efektif sebesar 30%, menghilangkan kendala kapasitas musiman dan menghindari biaya perluasan yang diusulkan sebesar 200.000 USD.
Pabrikan kontrak yang memproses beragam jenis produk untuk banyak klien menghadapi variasi waktu pemolesan yang ekstrim (45-180 menit) karena seringnya pergantian dan geometri produk yang beragam. Waktu pembersihan dan pengaturan yang diperpanjang antar batch semakin mengurangi kapasitas efektif.
Penerapan sistem drum perubahan cepat dan resep proses khusus produk yang disimpan dalam memori PLC mengurangi waktu pergantian dari 45 menit menjadi 12 menit dan menormalkan siklus pemolesan dalam rentang yang diprediksi. Total waktu produktif harian meningkat sebesar 35%, memungkinkan fasilitas menerima volume kontrak tambahan tanpa investasi kapasitas.
Dalam kondisi ideal dengan cokelat yang ditempa dengan benar, peralatan optimal, dan geometri produk bulat, hasil akhir yang sangat mengkilap dapat dicapai dalam 35-40 menit. Namun, hal ini mewakili kinerja terbaik dan tidak boleh digunakan sebagai standar perencanaan. Penjadwalan produksi harus menggunakan waktu minimum praktis 45-60 menit untuk memperhitungkan variabel operasional normal.
Spesifikasi pabrikan biasanya mencerminkan kondisi optimal dengan karakteristik produk ideal. Faktor umum yang memperpanjang waktu pemrosesan mencakup kontrol iklim yang tidak memadai, tempering coklat yang kurang optimal, batch yang kelebihan beban, permukaan drum yang aus, atau produk dengan geometri yang menantang. Melakukan tinjauan sistematis terhadap kondisi lingkungan, status pemeliharaan peralatan, dan kualitas bahan baku biasanya mengidentifikasi penyebab spesifiknya.
Meskipun peningkatan kecepatan sedang dalam spesifikasi peralatan (hingga 32-35 rpm) mungkin sedikit mengurangi waktu pemrosesan, kecepatan yang berlebihan dapat menyebabkan kerusakan permukaan dan deformasi produk sehingga memerlukan perbaikan pemolesan yang lebih lama atau mengakibatkan produk ditolak. Kecepatan optimal menyeimbangkan tindakan mekanis dengan integritas produk; melebihi parameter yang direkomendasikan biasanya meningkatkan total waktu pemrosesan daripada menguranginya.
Kelembapan tinggi (kelembaban relatif di atas 60%) biasanya memperpanjang waktu pemolesan sebesar 20-30% karena kelembapan mengganggu kristalisasi permukaan dan adhesi bahan pemoles. Fasilitas di iklim lembab harus berinvestasi dalam sistem dehumidifikasi khusus untuk area pemolesan. Sebaliknya, kelembapan yang sangat rendah (di bawah 40%) dapat menyebabkan permukaan cepat kering sehingga menghambat distribusi bahan pemoles yang tepat, serta memperpanjang waktu pemrosesan.
Ya, ketebalan lapisan secara langsung mempengaruhi durasi pemolesan. Lapisan tipis (di bawah 1mm) memoles lebih cepat karena kristalisasi permukaan selesai lebih cepat dan perpindahan panas lebih efisien. Lapisan tebal (lebih dari 3mm) memerlukan pemrosesan yang lebih lama untuk memastikan kehalusan permukaan secara menyeluruh dan mungkin memerlukan profil suhu yang dimodifikasi untuk mencegah gradien termal internal yang menyebabkan cacat permukaan.
Indikator penyelesaian meliputi suhu produk yang stabil dan sesuai dengan kondisi ruangan, kilap permukaan yang seragam tanpa goresan atau bintik, tidak adanya residu bahan pemoles, dan kehalusan sentuhan tanpa rasa lengket. Konfirmasi instrumental menggunakan pembacaan gloss meter di atas 85 GU pada 60 derajat memberikan verifikasi objektif. Produk yang memenuhi kriteria ini setelah durasi siklus yang direncanakan dapat dibuang dengan yakin.
Jadwal pemeliharaan preventif harus mencakup pembersihan harian permukaan drum dan sistem sirkulasi udara, inspeksi mingguan elemen pemanas dan komponen penggerak, pelumasan bulanan bantalan dan sistem penggerak, dan verifikasi kinerja triwulanan terhadap spesifikasi dasar. Penyempurnaan permukaan drum harus dilakukan setiap 12-18 bulan tergantung pada intensitas penggunaan. Kepatuhan terhadap jadwal ini mencegah penurunan kinerja bertahap yang memperpanjang waktu pemrosesan.
Mencampur jenis produk dalam satu batch umumnya tidak disarankan karena geometri dan ukuran yang berbeda akan dipoles dengan kecepatan yang berbeda, sehingga memerlukan pemrosesan yang lebih lama untuk memastikan item yang paling sulit mencapai spesifikasi. Pendekatan ini biasanya meningkatkan waktu pemrosesan rata-rata per kilogram. Peningkatan efisiensi dapat dicapai dengan lebih baik melalui pengurutan batch yang dioptimalkan, kemampuan pergantian yang cepat, dan pemrosesan paralel dengan peralatan khusus untuk kategori produk tertentu.
Keahlian operator secara signifikan mempengaruhi efisiensi pemrosesan. Operator yang berpengalaman membuat keputusan yang lebih baik secara real-time terkait penyesuaian parameter, mengenali titik penyelesaian yang optimal tanpa pemrosesan yang berlebihan, dan memecahkan masalah yang muncul sebelum menyebabkan penundaan. Fasilitas dengan program pelatihan terstruktur dan pergantian operator yang rendah biasanya mencapai efisiensi waktu 15-25% lebih baik dibandingkan dengan fasilitas operasi dengan seringnya pergantian staf atau pelatihan yang tidak memadai.
Hitung kapasitas mesin yang dibutuhkan dengan membagi volume produksi harian dengan batch target per mesin per hari (biasanya 4-6 untuk siklus standar). Sertakan buffer kapasitas 15-20% untuk pemeliharaan, pergantian, dan puncak permintaan. Misalnya, kebutuhan harian 1.000 kg dengan batch 60 kg memerlukan sekitar 17 batch setiap hari. Dengan 5 batch per mesin per hari, tiga mesin menyediakan kapasitas yang memadai dengan buffer yang sesuai. Pertimbangkan keragaman produk dan frekuensi pergantian dalam perhitungan ini.

 Pabrik Peralatan Mesin Lini Produksi Coklat
Pabrik Peralatan Mesin Lini Produksi Coklat

 中文简体
中文简体 English
English